東莞市泓瑞五金科技有限公司
電 話:0769-89193593
傳 真:0769-89221086
Q Q : 1430123581
手 機:18666860579 張S
手 機:13925799157 曹R
地 址:廣東省東莞市橫瀝鎮神山工業區
網 站:www.ordimeds.com
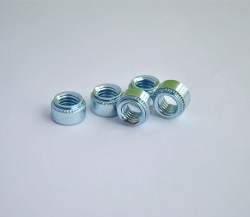
壓鉚螺母鉚接有哪些類型?
壓鉚螺母是市場上新一代鉚釘緊固件產品。它改變了在板材上安裝零件的傳統方式,是板材連接過程中的最新突破。目前,在鈑金行業中,通過鉚接固定的鉚釘螺母被廣泛用于將螺紋連接螺母固定在鈑金零件上。鉚接方法和工具有兩種。一種是鉚接槍鉚接,主要用于鉚接品種較少的鈑金件和維修;另一種是鈑金沖壓模鉚接,主要用于鉚接大量單一品種的鈑金零件。這兩種鉚接方法都有致命的缺點——生產效率低,勞動強度高,鉚接質量穩定性差。另一種鉚接方法是自動鉚接。這種鉚接方法操作步驟簡單,正好可以彌補上述兩種方法。

1.鉚釘槍鉚接方法
鉚工的鉚接步驟是:取下零件→ 插入螺母→ 將鉚釘頭擰入螺母→ 拉鉚→ 將鉚釘頭擰出螺母-→ 成品
鉚接槍鉚接方法的缺點:步驟繁瑣,手動插入和放置螺母的效率低,生產效率低,對員工的技能要求高,鉚接槍使用壽命短,鉚接槍頭使用壽命短。
2.模具鉚接方法
模具鉚接步驟:取零件→ 插入螺母→ 模具上的位置→ 壓鉚→ 成品,
模具鉚接方法的缺陷:步驟復雜,手動螺母插入效率低,生產效率低,固定行程鉚接方法與螺母長度偏差的兼容性差,鉚接質量不穩定。
3.自動鉚接方案設計
自動插件設備在鈑金行業得到了廣泛應用,技術已經相當成熟。然而,由于自動插入式設備使用的鉚螺母是壓鉚螺母,因此沒有使用拉鉚螺母的先例。與拉鉚相比,壓鉚仍有以下缺點:
(1) 對于相同規格的鉚螺母,壓鉚螺母的成本高于拉鉚螺母(根據市場價格)。
(2) 壓力鉚接對板材厚度(材料厚度≥1.0mm)有嚴格要求,因此不適用于需要薄材料(材料厚度<1.0nm)的零件。如果增加板材厚度以適應鉚接,則生產成本將大大增加。同時,用于不同板厚的鉚螺母的結構參數也不同。如果鉚釘螺母用于生產,螺母的種類和規格將增加,從而導致生產管理和質量管理成本的增加。
鈑金行業中使用的鉚釘螺母大多為六角鉚釘螺母。目前通用的自動插裝設備暫時無法用于六角鉚釘螺母,主要是因為自動插裝無法實現六角鉚螺母的定向傳動。通過用圓柱形鉚螺母代替六角鉚螺母,可以解決鉚螺母的定向交付問題。然而,在鉚接圓柱形鉚螺母后,擰入螺釘時會有旋轉的質量風險。
目前,鈑金行業采用的鉚接連接結構設計原則一般是鉚接孔和鉚接螺母的形狀相同。例如,方形鉚螺母孔與方形鉚螺母匹配,圓形鉚螺母孔則與圓形鉚螺母匹配。如果將這一原理應用于帶有圓形鉚螺母的圓形鉚螺母孔,將存在嚴重的鉚質量問題。當螺釘擰入鉚螺母時,螺母會旋轉,因此零件無法組裝和固定。鉚螺母旋轉的主要原因是圓形鉚螺母在鉚合后無法形成防止旋轉的結構









 淘寶客服
淘寶客服